以下是:辽宁省大连市直缝管-输送流体管源头工厂的产品参数
以下是:辽宁省大连市直缝管-输送流体管源头工厂的图文视频
别再错过任何细节!花费一分钟观看直缝管-输送流体管源头工厂产品视频,让您的购买决策更加明智。
以下是:辽宁大连直缝管-输送流体管源头工厂的图文介绍


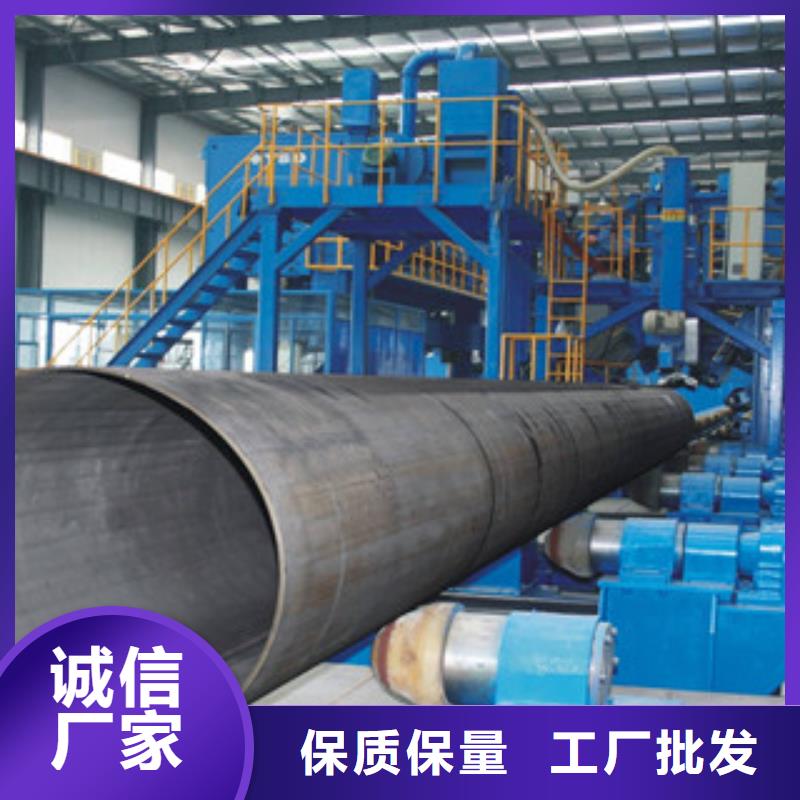
UOE工艺:
所谓“UOE”工艺是钢板先经U成型,再经O成型和机械扩径(Expanding)它用三次液压成型得到开口的管体,再送往焊接工序。
钢板首先沿纵向将两边进行整边和倒角,在四个边角焊上定位及引焊贴片,然后送往压边机逐步沿纵向同时将两边预压成弧形,之后运往水压机上将平钢板压成U形,再运送到O成型水压机,由上下两个半圆形压模压成开口的管体。压制程序在的液压控制中进行,使开口管体有始终如一的公差精度。
UOE机组生产能力 ,产品质量好,是目前世界上生产高精度管线钢管主要的直缝埋弧焊管机组。
RBE(三辊弯板)工艺:
板边同样首先沿纵向将两边进行整边和倒角,之后平钢板在三辊弯板机上经反复滚压成圆形的开口管体,管体进入板边滚压机,同时将两边多次滚压使弧度与管径相吻合。这种成型方法,限制了成型管的厚度和生产小直径和厚壁管的可能性。



钢兴钢管
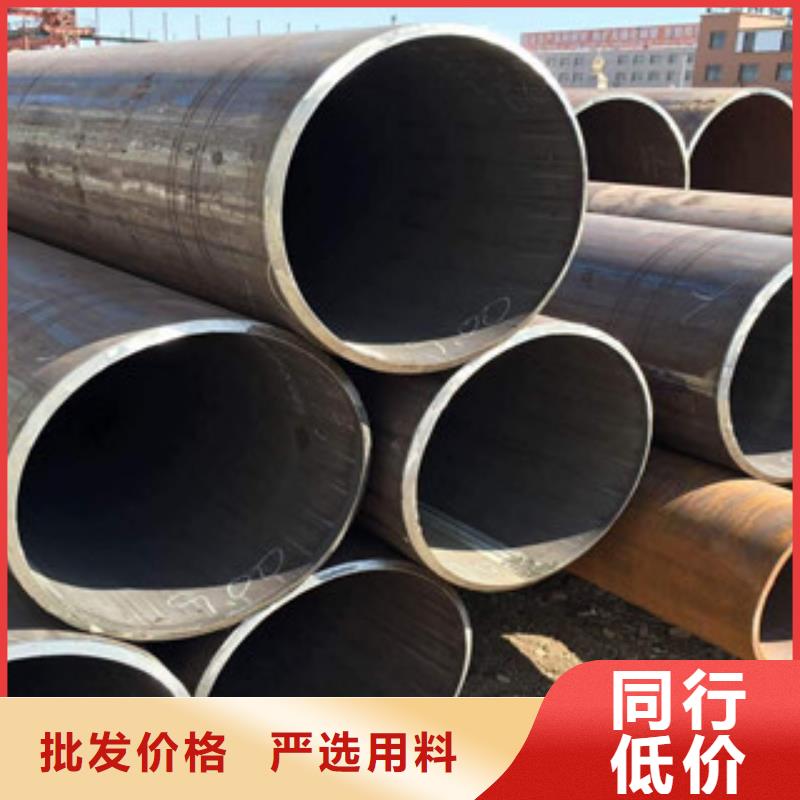
(大连市分公司)主营各种 Q355E无缝钢管,凭着“团结、务实、敬业、奉献“的企业精神,经过全体员工的努力拼搏和积j i开拓,在市场享有较高信誉。 公司一贯重合同、守信用,在业界内享有较高的商业信誉,且有雄厚的经营实力,能稳健地向客户提供产品的营销服务,本着“诚信为本,质量至上,客户满意,追求卓越”的经营理念和“品种全,规格齐,质量好,服务佳”的竞争优势,本着“诚信为本,质量至上,客户满意,追求卓越”的经营理念和“品种全,规格齐,质量好,服务佳”的竞争优势,赢得了广大客户的信赖和支持,欢迎来电:0317-3061555,我们将竭诚为您服务。


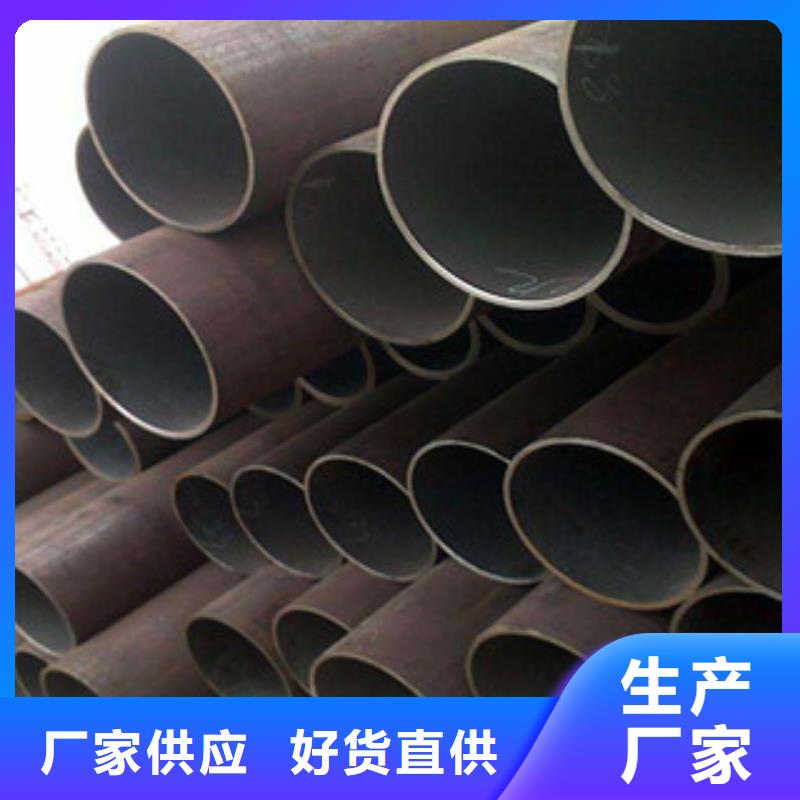
大直缝焊管机组的生产原料主要是中厚板轧机生产的宽钢板(除小于600mm的钢管可用热连轧机生产的钢板外),要求供应优质钢板。油气输送管线用钢管在强度、韧性、焊接性能、耐H2S腐蚀等方面需要有较高的性能,一般采用低碳合金控轧钢板因此,要求中厚板厂具有先进的冶炼设备(尤其是精炼设备)和具有完善控轧性能的宽板轧机,生产出X60~X75或更高钢级的热轧宽钢板,供给大直缝焊管机组作原料,这样才能生产出符台API标准的管线钢管,满足管道工业建设和发展的需要。
CFE(排辊成型)工艺
排辊成型有全排辊成型和半排辊成型之分。所谓半排辊成型就是只将一般辊式成型机中传动辊机架(即平辊机架)之间的空转辊用成排小辊代替以改善成型条件。小辊可以调整位置,适用一定范围的钢管尺寸,不必更换。而全排辊成型则是除了留下一一般辊式机中 架传动辊机架外,其他机架全部代以小排辊、小辊,特别是外面的小辊,可适用于所有的钢管,不必更换,所以这种方法对提高生产率有利。



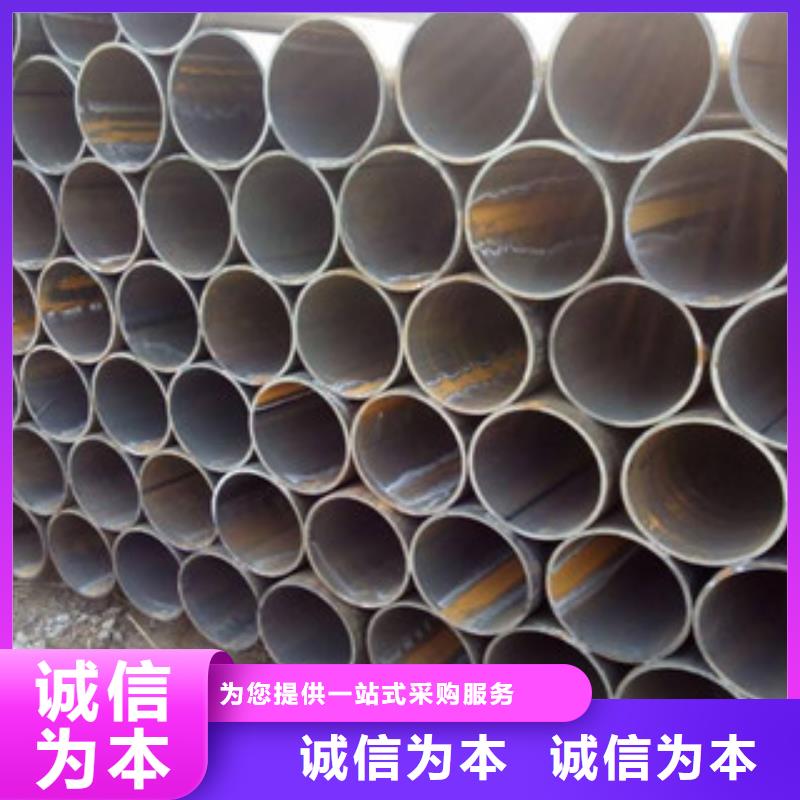
螺旋缝焊管一般是以热轧钢带卷作管坯,经螺旋成型,再采用高频电阻焊法或埋弧焊接成型。该工艺能用较窄的坯料生产较大管径的焊管,还可以用同样宽度的坯料生产不同管径的焊管。焊缝长度比直缝焊管焊缝长增加30%~100%。焊管的缺陷主要体现在焊缝上,焊缝长就意味着可靠性差,并且成型与焊接同时进行,焊缝缺陷几率明显偏高,焊缝质量不易保证。螺旋缝焊管生产线普遍不具有扩径工序,无法降低成型和焊接残余应力,致使焊管内部具有较大的残余应力,其残余应力为拉应力(可达200~300 MPa)。而焊管受内压后,管壁亦产生环向拉应力,二者叠加,使焊管承压能力减弱。并且残余拉应力,特别是焊缝位置残余拉应力的存在也大大降低了焊管抗应力腐蚀的能力,在酸性油气输送管线中必须严格限制残余拉应力。螺旋缝焊管在曲面上进行焊接,焊缝形状欠佳,内焊缝的马鞍形和外焊缝的脊背形难以克服,应力集中难以避免。螺旋缝焊管焊缝热影响区大,且硬度高,韧性和抗应力腐蚀能力下降。

今年在辽宁省大连市购买直缝管-输送流体管源头工厂有了新选择,钢兴钢管
(大连市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的直缝管-输送流体管源头工厂产品。如需购买或咨询,请随时联系我们,联系人:刘学成,地址:风化店乡后枣园工业区。